"What is 3D Printing?" It is a process in which a physical object is created from a three dimensional model. It works by heating up plastic and than layering multiple thin layers of material on top one another. When it solidifies, it will return to a hard plastic state.
It uses PLA (PolyLactic Acid) which is made form plants rich in starchlike wheat. It is 100% biodegradable and as a bonus, it smells sweet when printing. Printing Temperature is around 210 Celsius. Softening temperature is about 60 celsius.
Pros
- Can be painted with acrylic paints
- More Environmental-friendly
- Sharper Details (features, corners, surfaces)
- Less Particle Emission
Cons
- Can Deform because of heat (Low Melting Point)
- Filament gets brittle over time due to moisture exposure
3D Printing Jargons
Support Structures are for giving the print a more defined form or a form in which the creator wants to achieve. Without it, the model won't have the wanted shape when it is being printed.
An Overhang is when any part of a print that extends outward beyond the previous layer. It does not have any direct support.
Bridging is an extrusion of material that horizontally links 2 vertical points without any support pieces or materials.
Rafts are used to stabilize models with small "footprints", OR to create a foundation on which to build the upper layers of your part. Brims are used to hold down the edges of your part , which can prevent warping and help with bed adhesion. Skirts serve a useful purpose because they help prime your extruder and provide a smooth flow of filament.
Infill is create inside the space of a print and it is created for structure works. Grid-like patterns, line or even honeycombs. As well as rectilinear or concentric patterns work best.
In-Fill Percentage
Low infill: 10 - 15%:
Medium infill: 20 - 25%:
High infill: 30 - 35%:
50 - 100% Infill
A higher density makes for a heavier and more solid print. In contrast, a lower density would provide a simpler and more lightweight result. Infill density can also affect a print's strength, buoyancy, and material used.
Resolution
100 Microns = 0.1 millimetres Less microns means finer and higher quality (Laso means longer print time)
Recommended
File Format
STL
Considerations when printing in FDM
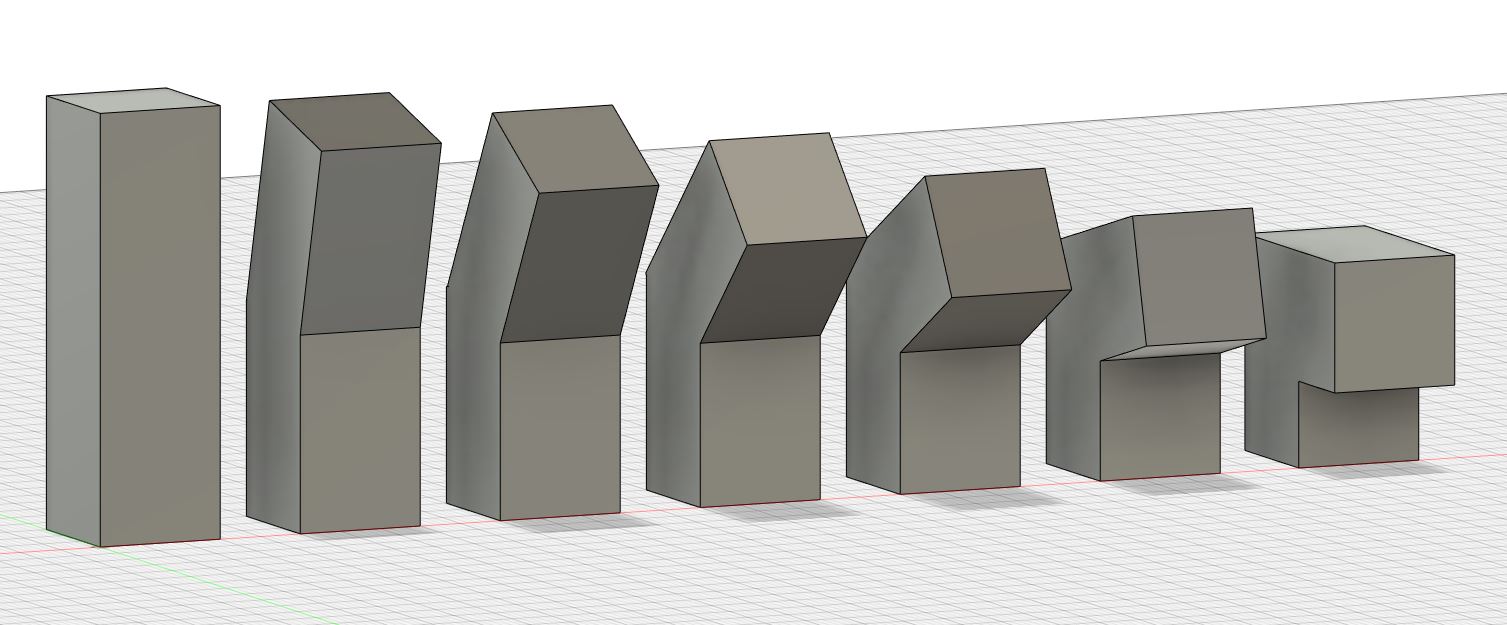
Overhang Testing
This briefly demonstrates what overhang means. Starting with a straight piece with no angles followed by 15, 30, 45, 60, 75 and 90 degrees bend respectively.
Work / Tests by other group members
Clearance Test by Dean Bridging test by Rayan